









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-14
2023-07-14
 4202
4202
 0
0
【摘要】 关于氢在形成冷裂纹(主要是延迟裂纹)的作用虽然进行了许多研究工作,但到目前为止仍有许多不清之处,下面仅按目前比较普遍的观点概要论述如下。
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
关于氢在形成冷裂纹(主要是延迟裂纹)的作用虽然进行了许多研究工作,但到目前为止仍有许多不清之处,下面仅按目前比较普遍的观点概要论述如下。
(1)氢在焊缝金属中的溶解及扩散
在焊接时,焊接材料中的水分、焊件坡口表面的油污、铁锈以及空气湿度等都是焊缝金属中富氢的主要原因。一般情况下母材和焊丝中的氢量极少(约0.1ml/100g以下)可以忽略不计。焊条药皮中水分越高,则焊缝中的扩散氢含量越高,如图1所示。在焊接过程中,由于电弧的高温作用,氢分解为原子或离子(即质子)状态,并大量溶解在熔池中。在随后冷却和凝固的过程中,由于溶解度的急剧降低(参见图2),一部份氢极力向外逸出而仍有一部分氢残留在焊缝内部,使焊縫中的氢处于过饱和状态。焊缝中的氢含量与焊条的类型、烘千条件,以及焊后的冷却速度等有关。
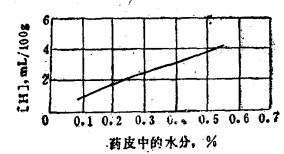
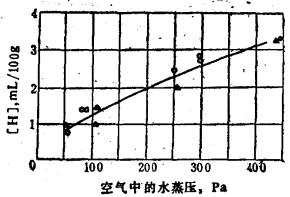
图1 图2
图3采用纤维素和低氢两种焊条,在厚度为10mm的钢板上,V型坡口对接焊,焊后分别在空气和冰水中冷却,测定扩散氢的结果。由图4可以看出,使用纤维素焊条的焊缝,当在空气中冷却时,时效一-小时后焊缝金属的扩散氢含量约为5mL/100g,而在同样条件下用碱性焊条的焊縫含氢量只有1.5mL/100g。但是把焊后的试件放在冰水中急冷,则测得焊缝金属的含氢量分别为13mL/100g和3mL/100g。
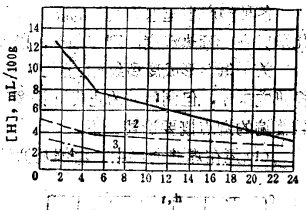
图3 图4
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]郑芬. 焊接冷裂纹产生的原因及预防措施[J]. 卷宗, 2020.
[4]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.
[5]陈燕红. 焊接冷裂纹的预防技术[J]. 企业技术开发旬刊, 2006.








