









 您已经拒绝加入团体
您已经拒绝加入团体

 2021-11-11
2021-11-11
 5092
5092
 0
0
【摘要】 钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
引言
钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。淬火是一种常见热处理工艺,主要用于提高材料的硬度。通常从淬火介质上,可分为水淬、油淬、有机物淬等。随着科技发展,现在又出现了一些新的淬火工艺。
1 高压气冷淬火法
工件在强惰性气流中快速均匀冷却,可防止表面氧化,避免开裂,减少畸变,保证达到所要求的硬度,主要用于工模具钢的淬火。这项技术最近进展较快,应用范围也有很大扩展。当前真空高压气冷淬火技术发展较快,相继出现了负压(<1×105 Pa)高流率气冷、加压(1×105~4×105 Pa)气冷、高压(5×105~10×105 Pa)气冷、超高压一(10×105~20×105 Pa)气冷等新技术,不但大幅度提高了真空气冷淬火能力,且淬火后工件表面光亮度好,变形小,还有高效、节能、无污染等优点。真空高压气冷淬火的用途是材料的淬火和回火,不锈钢和特殊合金的固溶、时效,离子渗碳和碳氮共渗,以及真空烧结,钎焊后的冷却和淬火。用6×105 Pa高压氮气冷却淬火时、被冷却的负载只能是松散型的,高速钢(W6Mo5Cr4V2)可淬透至70~100 mm,高合金热作模具钢可达25~100 mm,金冷作模具钢(如Cr12)可达80~100 mm。用10×105 Pa高压氮气冷却淬火时,被冷却负载可以是密集型的,比6×105 Pa冷却时负载密度提高约30%~40%。用20×105 Pa超高压氮气或氦气和氮气的混合气冷却淬火时,被冷却负载是密集的并可捆绑在一起。其密度较6×105 Pa氮气冷却时提高80%~150%,可冷却所有的高速钢、高合金钢、热作工模具钢及Cr13%的铬钢和较多的合金油淬钢,如较大尺寸的9Mn2V钢。具有单独冷却室的双室气冷淬火炉的冷却能力优于相同类型的单室炉。2×105 Pa氮气冷却的双室炉的冷却效果和4×105 Pa的单室炉相当。但运行成本、维修成本低。由于我国基础材料工业(石墨、钼材等)和配套元器件(电动机)等水平有待提高。所以在提高6×105 Pa单室高压真空护质量的同时,发展双室加压和高压气冷淬火炉比较符合我国的国情。

图1 高压气冷真空炉
2 强烈淬火法
常规淬火通常用油、水或聚合物溶液冷却, 而强烈淬火法则用水或低浓度盐水。强烈淬火的特点是冷速极快,而不必担心钢件的过度畸变和开裂。常规淬火冷却到淬火剂温度时, 钢件表层形成拉应力或低应力状态, 而强烈淬火则在冷却中途, 工件心部尚处于热态时便停止冷却, 使其表层形成压应力。在强烈淬火条件下, 马氏体转变区的冷速>30℃/s时, 钢件表层的过冷奥氏体受到1200 MPa的压应力, 使淬火后钢的屈服强度至少提高25%。
原理:钢自奥氏体化温度淬火时, 表面和心部的温度差会导致内应力。相变组织的比容变化和相变塑性还会引起附加相变应力。若热应力和相变应力的叠加, 即综合应力超过材料的屈服强度就会发生塑性变形; 如果共同作用的应力超过热态钢的抗拉强度就会形成淬火裂纹。在强烈淬火过程中, 由相变塑性引起的残余应力和奥氏体-马氏体转变的比容变化导致的残余应力增加。在强烈冷却时, 工件表面立即冷到槽液温度, 心部温度几乎没有变化。快速冷却引起表面层收缩和被心部应力平衡的高拉伸应力。温度梯度的增加使初始马氏体转变造成的拉应力增加, 而马氏体转变开始温度Ms的提高会引起相变塑性导致的表层膨胀, 表面拉应力会明显减小, 并转化为压应力, 表面压应力数值和生成的的表面马氏体量成正比。这种表面压应力决定着心部是否会在压缩条件下发生马氏体相变, 或者在进一步冷却时会使表面拉应力发生逆转。如果马氏体转变使心部体积膨胀足够大, 并且表层马氏体很硬很脆, 就会使表层由于应力逆转而破裂。为此, 钢件表层应出现压应力和心部的马氏体转变应尽可能晚发生。
强烈淬火试验和钢淬火后的性能:强烈淬火方法的优点是在表层形成压应力, 降低产生裂纹的几率, 提高硬度和强度。表层形成100% 马氏体组织, 会使给定钢种得到最大的淬硬层, 故可用碳钢代替较贵重的合金钢, 强烈淬火也可促使钢获得均匀的力学性能和产生最小的工件畸变。零件经强烈淬火后, 在交变载荷下的使用寿命大致可提高一个数量级。[1]
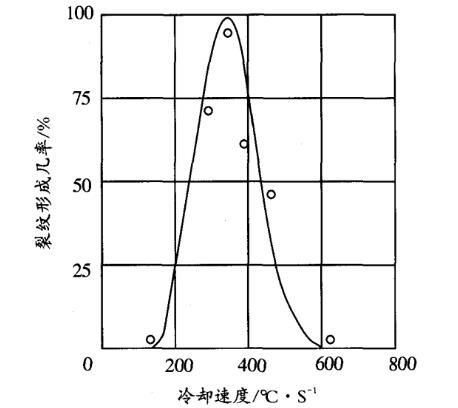
图2 强烈淬火裂纹形成几率与冷却速度的关系
3 水空气混合剂冷却法
通过调节水和空气的压力以及雾化喷嘴到工件表面之间的距离,可以改变水空气混合剂的冷却能力,并使冷却均匀。生产实践表明,运用该法对形状复杂的碳钢或合金钢零件进行表面感应加热淬火,可有效防止淬火裂纹的产生。

图3 水空气混合剂
4 沸腾水淬火法
采用100℃的沸腾水冷却,可获得较好的硬化效果,用于钢的淬火或正火。目前这项技术已成功运用于对球墨铸铁的淬火。以铝合金为例:按现行的铝合金锻件与模锻件热处理规范, 淬火水温一般控制在60℃ 以下, 淬火水温低, 冷却速度快, 淬火后产生很大的残余应力。产品在最终机械加工时, 由于表面形状及尺寸不一致, 内应力失去平衡, 造成残余应力的释放, 使加工成型的零件发生挠曲、弯曲、椭圆等不良变形, 成为无法挽救的最终废品, 损失严重。例如: 螺旋浆、压缩机叶盘等铝合金锻件机械加工后变形明显, 造成零件尺寸超差。淬火水温由室温(30-40℃) 提高到沸水(90-100℃) 温度时, 锻件残余应力平均降低约50%。[2]

图4 沸水淬火示意图
5 热油淬火法
采用热的淬火油,使工件在进一步冷却之前的温度等于或接近Ms点的温度,以便把温度差减至最小,能有效地防止淬火工件的畸变和开裂。将小尺寸的合金工具钢制冷冲模在160~200℃的热油中淬火,可以有效减少畸变并避免开裂。

图5 热油淬火示意图
6 深冷处理法
将淬火工件由常温继续冷却到更低的温度,使残留奥氏体继续转变为马氏体,其目的是提高钢的硬度和耐磨性,改善工件的组织稳定性和尺寸稳定性,有效地提高工模具的使用寿命。
深冷处理是以液氮为冷却介质对材料进行处理的方法。深冷处理技术最先应用于受磨损的工具、模具刀具材料,后来扩展到合金钢、硬质合金等,采用该方法可以改变金属材料的内部结构,进而改善材料的力学和加工性能,它是目前最新的强韧化处理工艺之一。深冷处理(cryogenictreatment)又称超低温处理,一般是指在-130℃以下对材料进行处理而使材料的综合性能提高的方法。早在100多年前,人们就开始将冷处理应用于钟表零件中,发现能提高材料的强度、耐磨性、尺寸稳定性和使用寿命。深冷处理工艺则是20世纪60年代在普通冷处理的基 础之上发展起来的一项新技术。与常规冷处理相比,深冷处理能更加深入地改善材料的机械性能及稳定性,有着更加广泛的应用前景。
深冷处理的机理:深冷处理后,金属材料(主要是工模具材料)的内部组织的残余奥氏体转变为马氏体,而且还可使马氏体内析出弥散碳化物,这样可消除马氏体中的残余应力,还增强了马氏体基体,因而其硬度和耐磨性也随之提高。硬度增加的原因是由于部分残余奥氏体转变为马氏体;强韧性的提高是由于弥散、细小的η-Fe3C析出;同时马氏体含碳量降低,其晶格畸变减小,使材料的塑性改善。
深冷处理设备主要由液氮罐、液氮传输系统、深冷箱及控制系统组成。应用中,深冷处理采用多次重复进行。典型的工艺如:1120℃油淬 + -196℃×1h(2-4)次深冷处理 + 200℃×2h回火处理。处理后的组织出现了奥氏体转变,还从淬火马氏体中析出高度弥散的与基体保持共格关系的超细碳化物,经随后的200℃低温回火后,超细碳化物长大 弥散分布的ε碳化物,其数量和弥散度明显增大。多次重复深冷处理,一方面使前一次深冷时由残余奥氏体转变成的马氏体中析出超细碳化物,另一方面,在淬火马氏体中继续析出微细碳化物。重复工艺可使基体的抗压强度、屈服强度和冲击韧性升高,提高了钢的强韧性,同时使冲击磨损的抗力明显提高。
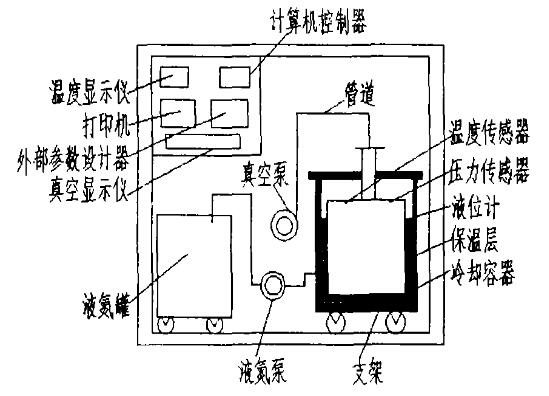
图6 深冷处理装置示意图
一些工件对尺寸要求严格,不容许加工过程中由于热应力而产生过大变形,应该控制深冷处理的降温速度。另外,为了保证设备内部温度场均匀性和减小温度波动度,设计深冷处理系统时就应该考虑到系统的温度控制精度和流场布置的合理性。在系统设计中 还应注意满足耗能少、效率高、操作方便等方面的要求。这些都是目前深冷处理系统的发展趋势。此外,一些正在发展的制冷温度由常温向低温延伸的制冷系统,随着其最低温度的下降以及制冷效率的提高,也有望发展成为无液深冷处理系统。[3]
参考文献:
[1]樊东黎. 强烈淬火——一种新的强化钢的热处理方法[J]. 热处理, 2005, 20(4): 1-3
[2]宋微, 郝冬梅, 王成江. 沸水淬火对铝合金锻件组织与机械性能的影响[J]. 铝加工, 2002, 25(2): 1-3
[3]夏雨亮, 金滔, 汤珂. 深冷处理工艺及设备的发展现状和展望[J]. 低温与特气, 2007, 25(1): 1-3
科学指南针为您提供材料测试,主要业务范围包括XPS,普通XRD,透射电子显微镜TEM,全自动比表面及孔隙度分析BET等测试。
免责声明:部分文章整合自网络,因内容庞杂无法联系到全部作者,如有侵权,请联系删除,我们会在第一时间予以答复,万分感谢。








