









 您已经拒绝加入团体
您已经拒绝加入团体

 2021-11-18
2021-11-18
 10703
10703
 0
0
【摘要】 在生产中,表面三维微观形貌对工程零件的许多技术性能的评价具有最直接的影响,而且表面三维评定参数由于能更全面、更真实地反映零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。
在生产中,表面三维微观形貌对工程零件的许多技术性能的评价具有最直接的影响,而且表面三维评定参数由于能更全面、更真实地反映零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过对三维形貌的测量可以比较全面地评定表面质量的优劣,进而确认加工方法的好坏及设计要求的合理性,这样就可以反过来通过指导加工、优化加工工艺以加工出高质量的表面,确保零件使用功能的实现。
表面三维微观形貌的测量方法非常丰富,通常可分为接触式和非接触式两种,其中以非接触式测量方法为主。下面介绍其中一种近年来国际上研究比较多的、发展也相对比较成熟的技术:扫描白光干涉法测量表面三维微观形貌技术。
白光干涉扫描原理
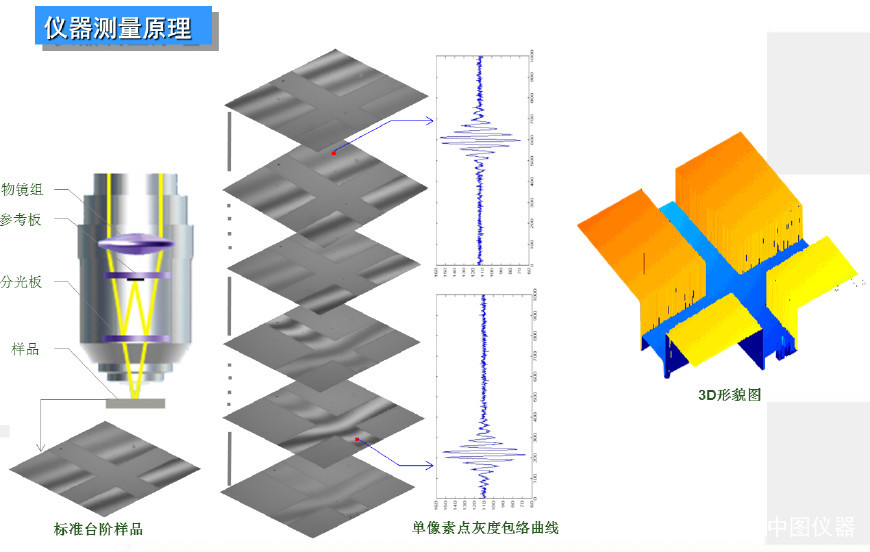
在利用白光干涉测量表面三维形貌的过程中,对于被测表面上某一点来说,为了定位其零光程差位置,必须采用某种扫描方式改变参考镜或者被测表面的位置,以此来获得该点光强变化的离散数据,然后依据白光干涉的典型特征来判别并提取最佳干涉位置。因此称这种方法为扫描白光干涉测量法。
图1(a)所示为白光干涉仪架构图,图1(b)所示为仪器测量原理图,光学系统可采用基本的Michelson式干涉仪结构,只是在参考镜后安装有微驱动装置.而被测表面代替了另一个反射镜。测量时通过计算机控制徽驱动装置的进给带动参考镜的进给,这样被测样本表面的不同高度平面就会逐渐进入干涉区,如果在充足的扫描范围内进给,被测样本表面的整个高度范围都可以通过最佳干涉位置。将每步的干涉图样由图像传感器(CCD摄像头)采集,视频信号通过图像采集卡转换成数字信号并存储于计算机内存中,利用与被测面对应的各像素点相关的干涉数据,基于白光干涉的典型特征,通过采用某种最佳干涉位置识别算法对干涉图样数据进行分析处理,提取出特征点位置(最佳干涉位置J,进而就很容易得到各像素点的相对高度,这样便实现了对三维形貌的测量。
.jpg)
1(a)
1(b)
由于传统干涉法存在的局限性,使得当表面微观高度不连续性超过1/4窄带光源波长时,由于条纹的周期性使得不易精确分辨,从而无法进行微观高度超过十几微米的大范围测量。而扫描白光干涉测量法克服了传统窄带光相移干涉测量中的测量范围小的不足:一方面由于零级条纹的特征相对其它级别条纹来说区别比较明显,因此易于辨别和定位I另一方面.由于零光程差附近光强呈非周期性,因此它有效地消除了相模糊误差,减少了对测量范围的限制。中图仪器公司的三维轮廓仪产品垂直测量范围都可达10mm。
扫描白光干涉法三维轮廓仪采用微驱动装置驱动参考镜的激进给。由于一般微进给的步距精度都比较高,因此可以保证该方法能够达到较高的测量精度。
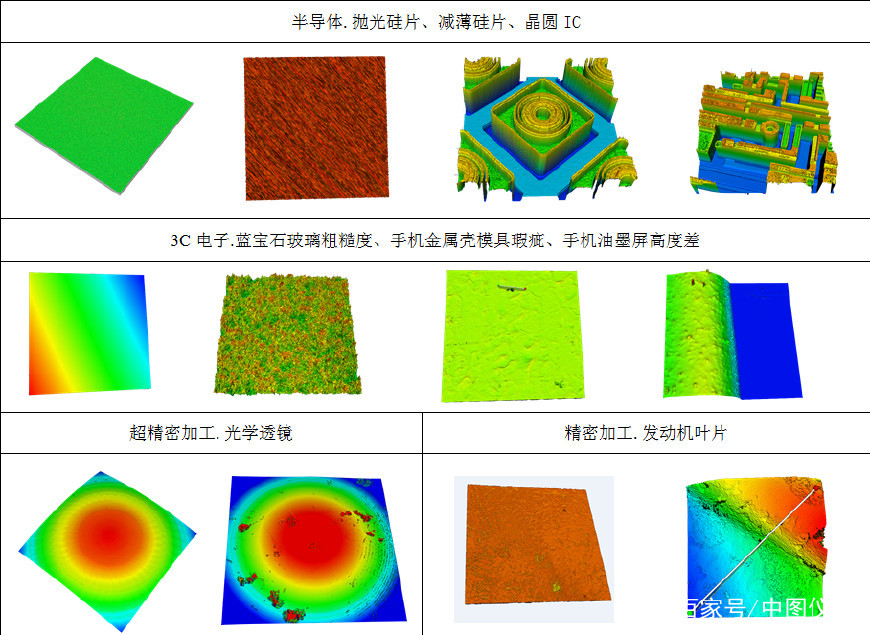
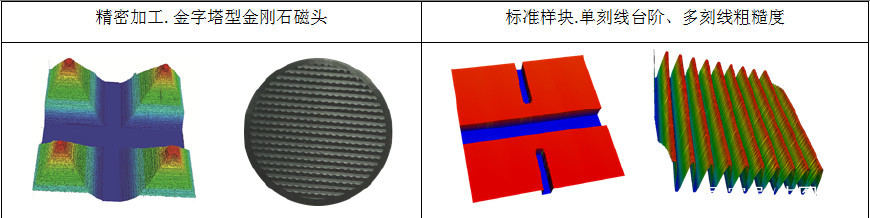
白光干涉表面三维轮廓仪典型应用
对各种产品、部件和材料表面的平面度、粗糙度、波纹度、面形轮廓、表面缺陷、磨损情况、腐蚀情况、孔隙间隙、台阶高度、弯曲变形情况、加工情况等表面形貌特征进行测量和分析。
白光干涉表面三维轮廓仪主要技术指标:
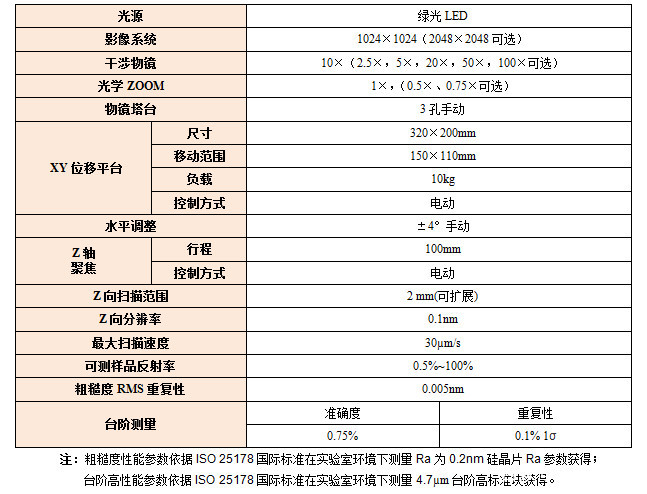
科学指南针是互联网+科技服务平台,500多家检测机构,提供近5万种设备和服务项目,涵盖生物医药、智能硬件、化学化工等多个领域,由专业人员1对1跟踪服务,保证检测质量与效率。








