









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-17
2023-07-17
 3761
3761
 0
0
【摘要】 如果此时氢的浓度足够高,就能使马氏体进-步脆化,就可以诱发所谓焊道下裂纹。
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
如果此时氢的浓度足够高,就能使马氏体进-步脆化,就可以诱发所谓焊道下裂纹。如果在某些部位有应力集中的缺口,则易产生根部裂纹或焊趾裂纹,焊接某些超高强钢时,由于焊缝金属的合金成份复杂和所处的应力状态不同,母材热影响区的转变先于焊缝,此时氢就相反地从热影响区向焊缝扩散,使焊縫一侧的熔合线处于过饱和状态。当焊缝的转变产物是脆性马氏体组织时,延迟裂纹就会在焊缝上发生。关于高强钢焊接时氢在熔合区的聚集与时间的关系可参见图1所示。由图看出,焊后10min便开始聚集,经4天可达到最高值,比焊缝中氢的原始浓度要高近50倍之多,经预热之后可以降低氢的聚集。
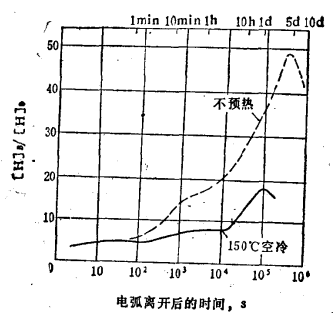
图1
氢致裂纹延迟开裂的机理
很早以来,人们对氢引起裂纹延迟现象的机理就十分重视,现在巳由实验证明:焊接时氢引起裂纹延迟形成的行为与充氢钢的恒荷载拉伸实验表现出延迟断裂现象是一致的。
关于充氢钢的加载延迟断裂,早在50年代就进行了详尽地研
究,并为后来许多工程实践所证实。图2充氢钢断裂时间与应力的关系曲线。由图2-12可以看出,充氢钢加载断裂时,存在~一个“上临界应力σue”,超过此应力值,试件很快断裂,不产生延迟破坏的现象(相当于该钢种的抗拉强度σb)。另外还存在一个“下临界应力σle”,低于此应力值时,氢是无害的,不管加载多久,试件将不会断裂。
当应力在σme和σLe。之间,将会发生氢引起的延迟断裂。由加载到发生微裂之前要经过一-段潜伏期,然后是裂纹的传插期(即扩展),最后达到断裂。
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]郑芬. 焊接冷裂纹产生的原因及预防措施[J]. 卷宗, 2020.
[4]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.
[5]中国机械工程学会材料学会. 焊接工艺与失效分析[M]. 机械工业出版社, 1989.
[6]田爱芬, 邓军平, 邵水源. 基于知识库的焊接工艺设计专家系统[J]. 西安科技大学学报, 2006, 26(2):6.








