











 2023-07-07
2023-07-07
 2508
2508
 0
0
【摘要】 在焊接生产中根据结构的材料、板厚、形状、以及采用的焊接方法等不同,可能出现各种形态的变形,大致可分为以下七类。
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
在焊接生产中根据结构的材料、板厚、形状、以及采用的焊接方法等不同,可能出现各种形态的变形,大致可分为以下七类。
(1)纵向收缩变形:构件焊接后沿焊缝方向发生收缩。
(2)横向收缩变形:构件悍后在垂直焊缝方向发生收缩。
(3)挠曲变形:由于焊缝的纵向收缩或横向收缩,使构件在焊后发生挠曲变形,如图1所示。
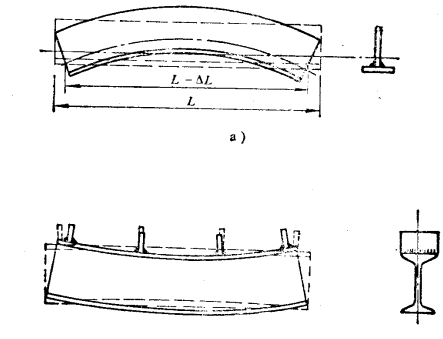
图1 挠曲变形
(4)角变形:以构件的平面为基准,焊后绕焊缝产生角位
移,常见的角变形如图2所示。
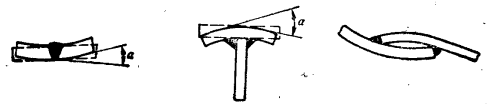
图2 角变形
(5)波浪变形:焊接薄板结构时,由于刚性较小,焊后當产
生波浪式的变形(见图3)。
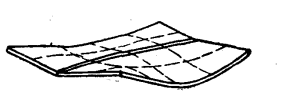
图3 波浪变形
(6)错边变形:在焊接过程中,由于受热不均匀而使热膨胀不一致,可能引起长度方向和厚度方向的错边,如图4所示。
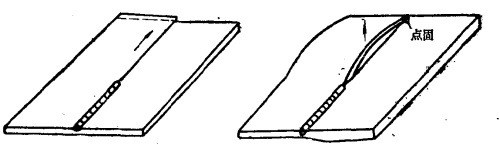
图4 错位变形
(7)螺旋变形:由于连续的不均匀加热,可能引起构件发生麻花状的螺旋变形(见图5)。
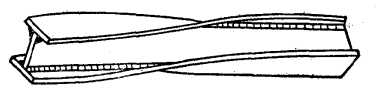
图5螺旋变形
上述的几种类型的变形,在焊接结构中往往不是单一出现的,而是两种及两种以上出现,并相互影响的。不管那种类型的变形,都有可能使结构产生不同程度的尺寸失效,甚至成为废品。关于焊接应力与变形的有关问题将会在后面详细讨论。
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]杨永磊, 任武化, 杜亮,等. 炼化企业检维修焊接工艺应用效果对比[J]. 焊接技术, 2020(2):4.
[2]张德库, 何思源, 殷宏宇,等. 基于纵向磁场控制的大直径空心螺柱焊接工艺[J]. 焊接学报, 2021, 42(9):8.







