









 您已经拒绝加入团体
您已经拒绝加入团体

 2026-01-09
2026-01-09
 708
708
 0
0
【摘要】 本文分析WEDM加工中单坑不对称性的形成机理及影响因素,探讨脉冲能量对凹坑形貌的调控规律。科学指南针提供专业线切割测试服务。
线切割电火花加工(WEDM)作为一种高精度非传统加工技术,在复杂形状零件制造中具有重要应用价值。加工过程中产生的单个放电坑特征直接影响加工表面质量,而坑的不对称现象更是关系到加工精度和效率的核心问题。本文深入分析WEDM单坑不对称性的形成机理及其对加工质量的影响。
线切割电火花加工基础原理
WEDM技术通过电极丝与工件之间的脉冲放电实现材料去除。每个放电脉冲会在工件表面形成一个微米级凹坑,大量凹坑的累积效应完成材料加工。这一过程的物理本质涉及热力学、电动力学和流体动力学的复杂相互作用。
目前对EDM加工过程的物理机理尚未完全掌握,需要采用跨学科研究方法才能深入理解凹坑形成规律。特别是在WEDM加工中,导线几何形状对凹坑形貌产生显著影响,而这一特性在传统EDM工艺模型中往往被忽略。
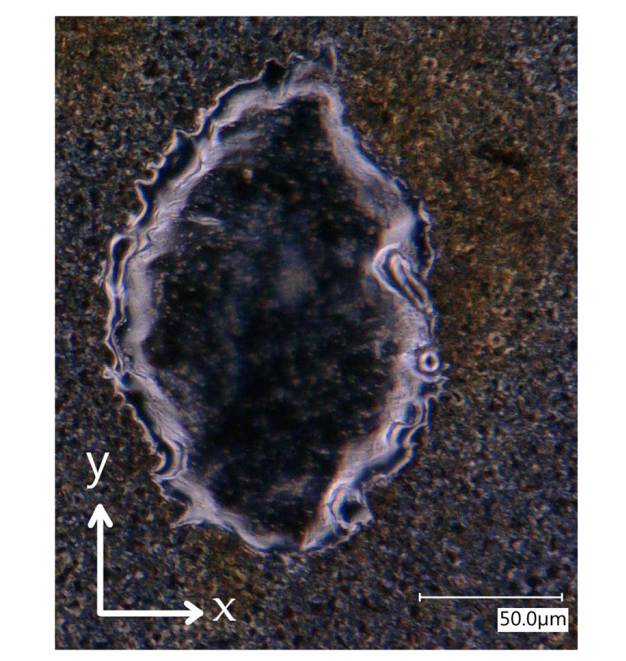
图 1 用 WEDM 加工产生的单个弹坑[1]
单坑不对称性实验研究方法
为深入研究WEDM加工中单坑特征,研究人员采用单次放电实验方法,在抛光钢表面进行不同能量水平的脉冲放电实验。通过3D光学显微镜对单个凹坑形貌进行精确测量,建立科学的凹坑表征体系。
实验技术要点:
-
使用Levenberg-Marquardt算法拟合椭圆方程
-
测量凹坑沿导线方向尺寸
-
测量垂直导线方向尺寸
-
精确测量凹坑深度值
-
计算纵横比表征凹坑伸长率
该方法能够有效捕捉凹坑的三维形貌特征,为不对称性分析提供可靠数据支持。
脉冲能量对凹坑形貌的影响规律
研究表明,脉冲能量水平是影响凹坑形貌的关键因素。随着脉冲能量的变化,凹坑形状呈现规律性变化:
低能量脉冲(≤2.04mJ):
-
形成近似圆形凹坑
-
纵横比接近1,伸长不明显
-
存在较大随机效应干扰
-
旋转角度分布范围较广
高能量脉冲:
-
形成明显伸长凹坑
-
纵横比显著大于1
-
随机效应影响相对减小
-
伸长方向一致性增强
实验发现的凹坑形貌变化规律为工艺参数优化提供了重要依据。通过合理选择脉冲能量,可以有效控制加工表面质量。
凹坑不对称性的物理机理
凹坑的伸长现象源于导线几何形状对放电过程的约束效应。当脉冲能量达到一定水平时,等离子体生长受到导线几何形状的限制,导致电流优先在间隙高度较小的区域流动。
机理分析:
1.等离子体柱尺寸大于凹坑尺寸
2.电流分布受导线几何形状影响
3.高度电离区域形成优先电流通道
4.导致等离子体柱沿导线方向伸长
这一机理通过不同导线直径的对比实验得到进一步验证,表明导线几何参数确实是影响凹坑不对称性的重要因素。
加工质量影响与工艺优化
单坑不对称性对加工表面质量产生重要影响,主要表现在:
表面粗糙度:凹坑的规则程度直接影响表面光洁度
尺寸精度:凹坑形貌关系到加工尺寸控制精度
热影响区:不对称凹坑可能导致不均匀的热损伤
工艺优化建议:
-
根据加工要求选择合适的脉冲能量
-
优化导线直径与加工参数的匹配
-
控制放电间隙保持稳定
-
采用多参数协同优化策略
技术展望与研究趋势
当前WEDM凹坑模型仍需进一步完善,特别是在处理非各向同性曲率电极的凹坑形貌预测方面存在改进空间。未来研究重点应包括:
-
建立更精确的凹坑形貌预测模型
-
研究多因素耦合作用机理
-
开发智能工艺参数优化系统
-
探索新型导线材料的应用效果
科学指南针线切割测试服务
针对WEDM加工质量评估需求,科学指南针检测平台提供专业的线切割测试服务:
服务内容:
-
加工表面形貌分析
-
单坑特征参数测量
-
加工精度检测评估
-
工艺参数优化指导
技术优势:
-
先进的三维形貌测量设备
-
专业的测试分析团队
-
完善的质控体系
-
定制化测试方案
平台致力于为制造业企业提供可靠的技术支持,推动精密加工技术水平提升。
参考文献:[1]Esteves P M B, Wiessner M, Costa J V M R, et al. WEDM single crater asymmetry[J]. The International Journal of Advanced Manufacturing Technology, 2021, 117: 2421-2427.
科学指南针已获得检验检测机构资质认定证书(CMA)、实验动物使用许可证、“ISO三体系认证”等专业认证,并荣获国家高新技术企业、国家“互联网+科研服务领军企业等多项荣誉。未来,科学指南针将继续朝着“世界级科研服务机构”的目标,在产品研发和用户服务等方面持续努力,为科学发展和技术创新做出更大贡献。
免责声明:部分文章整合自网络,因内容庞杂无法联系到全部作者,如有侵权,请联系删除,我们会在第一时间予以答复,万分感谢。








