









 您已经拒绝加入团体
您已经拒绝加入团体

 2024-11-04
2024-11-04
 1943
1943
 0
0
【摘要】 Lutey 等研究了激光脉冲宽度和重复频率对分层宽度的影响
锂离子电池是一种重要的能量储存工具,由于其高能量密度、长使用寿命以及比其他二次电池更轻的重量,被广泛应用于混合动力汽车、电动汽车和便携式电动装置。电极材料的切割质量会影响锂离子电池的性能。通常,锂离子电池的电极厚度为100-150μm,由石墨涂层铜阳极和锂金属氧化物涂层铝阴极组成。
在生产过程中,阳极和阴极被切割成特定的尺寸并连续轧制或堆叠,被允许电解质通过的多孔薄膜隔开。目前,圆柱形电极和棱柱形电极分别采用旋转刀片分切和模切。这些切割方法使用的是精密而昂贵的工具,它们随着时间的推移而磨损。工具磨损导致的毛刺、材料附着和边缘弯曲等缺陷会导致分离器穿透,从而引起短路的风险。这些缺陷也会导致电池产生大量的热量。内部短路和发热可能导致整个系统的灾难性故障。同时,磨损的工具需要额外的费用和时间来磨利和更换,这会中断连续的生产并产生额外的成本。
此外,由于不同的要求,细胞规格的变化,刀具的重新设计是不可避免的。激光切割是一种有效可靠的方法,适用于不同的加工环境和广泛的材料。激光切割无接触过程的特点可以消除刀具磨损造成的缺陷,因此可以节省修理和置换磨损刀具的额外成本和时间。激光切割路径可以很容易地修改,以便根据不同的应用实现不同的电极尺寸和形状。激光切割系统提供了长期的成本节省,由于低维护,尽管大量的初始投资。研究表明,激光切割系统的回收期仅为2年。
激光辐照后电极的切割已经在最近的一些研究中被提出。对连续(CW)激光和脉冲激光切割电极进行了比较,讨论了这两种激光源的性能和应用。对集流器激光加工参数的数值研究表明,铜激光切割是一个激光强度和相互作用时间依赖的过程。铝合金激光切割对激光强度的依赖性大于对相互作用时间的依赖性。模拟的结果与实验数据一致。通过纳秒激光切割阳极的模拟,总结出石墨升华和铜熔体的材料去除机理。然而,纳秒激光切割电极仍然存在一些问题。激光切割电极后,在切割边缘附近可以观察到分层、拥有属性去除镀层和保留中间金属层。这种现象降低了活性介质,从而导致电池容量的下降。对电极完整性和官能度的要求是涂层的最小分层宽度。
Lutey 等研究了激光脉冲宽度和重复频率对分层宽度的影响,他们发现,当整体切割效率最佳时,质量最高。Lee 等优化了纳秒激光切割电极的工艺参数,获得了可接受的分层宽度。Demir 等表明,与红外激光相比,绿色激光可以获得更小的分层宽度。与此同时,纳秒脉冲激光导致局部加热,因此未暴露区域的温度上升,导致热影响区(HAZ)的发展。锂可调节部位的质量很大程度上取决于碳质材料的结晶度、微结构和微观形态。热影响区的微观结构变化会导致涂料的活性降低,预期这会对电池的性能产生不利影响。
热影响区的大小也是电极切割质量的一个重要方面。Schmieder 等讨论了 HAZ 的组成与脉冲宽度的关系,他们发现用简单的光学方法测量的 HAZ 比烧蚀材料的实际沉积宽度小得多。在另一项研究中,Lutey 等表明,电极活性层的化学和微观结构变化在可见 HAZ 中是有限的。
显然,纳秒激光切割电极为传统机械切割方式的置换提供了机会。进一步的研究可以达到更好的切削质量在分层和 HAZ。超短脉冲宽度和超高峰值功率密度的超快脉冲激光(脉冲宽度 < 10 ps)是微机械加工的理想激光源。在飞秒或皮秒时间尺度上将激光能量聚焦到样品上,超快激光可以有效地减少热效应,因为激光脉冲在热扩散出现之前就已经结束了。当超快激光应用于几乎所有的材料时,可以获得高的切割质量。然而,目前很少有关于超快速激光切割锂离子电池电极的报道。
物料
在切割实验中,提供了一种锂离子电池阳极材料,由铜箔和两侧涂有等厚度的石墨层组成。阳极总厚度约为130μm,铜箔总厚度约为10μm。阳极材料如图1所示。
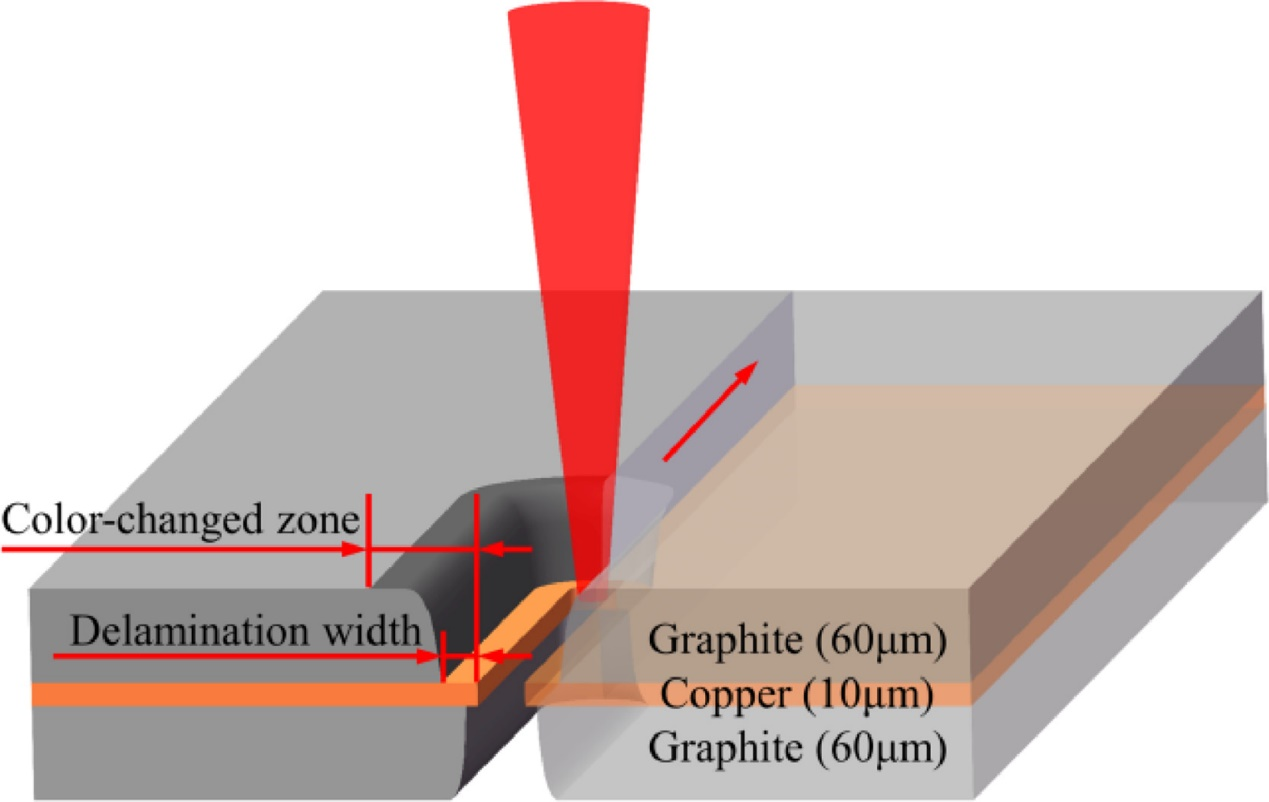
图1激光切割阳极横截面的示意图
实验采用了振幅系统 Tangerine hp235W 超快纤维激光器,其发射波长为1030nm,最高产率功率为35W,重复频率为175kHz,脉冲宽度为250fs-10ps。激光束的空间强度近似于高斯分配。超快切割系统的示意图如图2所示。一个光束膨胀器被用来放大激光束。采用扫描电流计系统移动激光束,配备163.5 mm 焦距 f-θ 聚焦透镜,在阳极表面形成30μm 直径的光斑。通过改变扫描电流计中透镜的偏转速度和方向来调整扫描速度和路径。阳极膜水平固定在 X-Y-Z 运动台上。为实验提供了一个清洁的环境和定温。
超快激光切割系统
实验采用了振幅系统 Tangerine hp235W 超快纤维激光器,其发射波长为1030nm,最高产率功率为35W,重复频率为175kHz,脉冲宽度为250fs-10ps。激光束的空间强度近似于高斯分配。超快切割系统的示意图如图2所示。一个光束膨胀器被用来放大激光束。采用扫描电流计系统移动激光束,配备163.5 mm 焦距 f-θ 聚焦透镜,在阳极表面形成30μm 直径的光斑。通过改变扫描电流计中透镜的偏转速度和方向来调整扫描速度和路径。阳极膜水平固定在 X-Y-Z 运动台上。为实验提供了一个清洁的环境和定温。
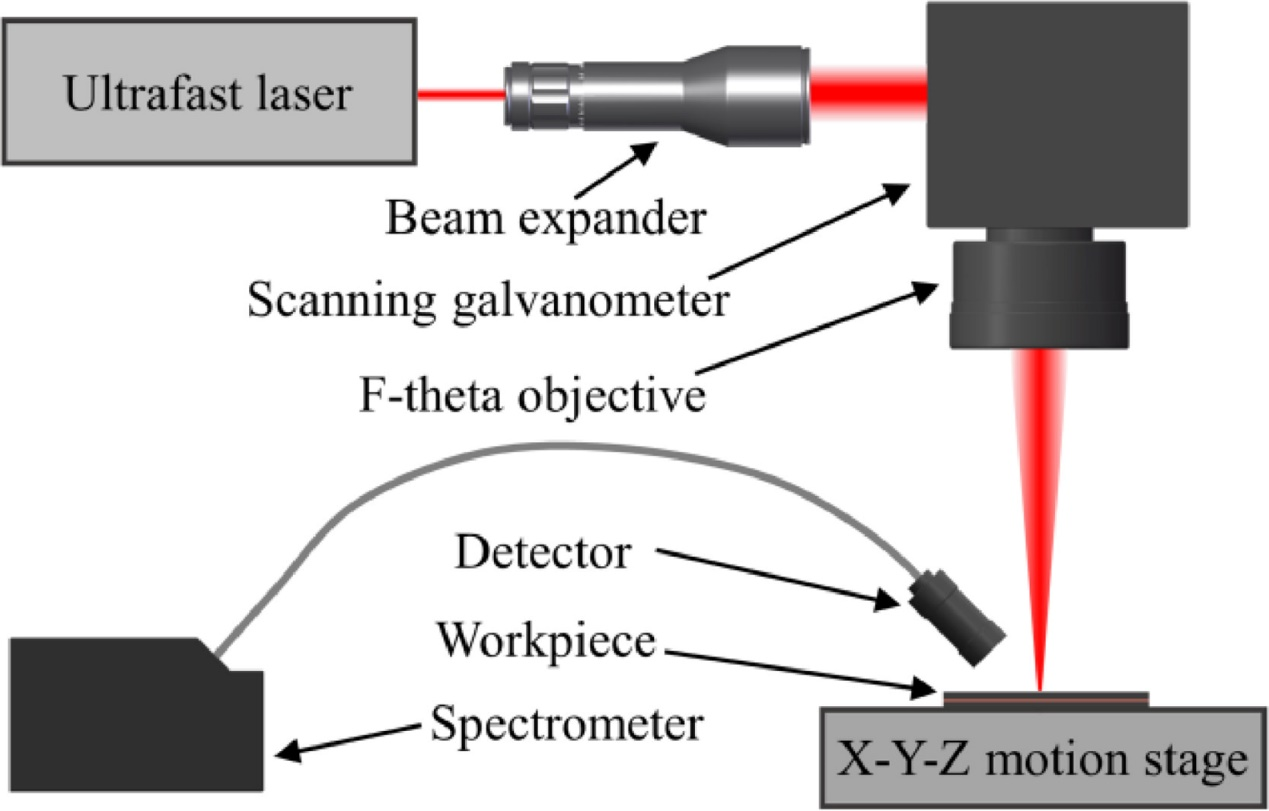
图2实验装置示意图
介绍了用于锂离子电池阳极材料的超快激光切割技术,从热影响区和分层宽度的角度研究了激光功率和脉冲宽度对切口质量的影响。分析得出以下结论: (1) 超快激光在阳极材料上的加工能力受激光功率和脉冲宽度的影响,表现为最大单次扫描速度。估计在250fs、1ps 和10ps 时,分别需要162W、185W 和296W 的超快激光功率才能达到500mm/s。切口深度是激光功率的分段函数,阳极的激光超快切割过程以铜箔为主。
低吸收率和高导热系数导致较高的烧蚀阈值和较低的材料去除率铜与激光辐照。 (2) 当用超快激光切割阳极时,等离子体吸收积聚的热量和辐射能的传导导致 HAZ。阳极拉曼光谱分析表明,有序石墨结构在切口边缘变色区受到部分破坏,石墨微观结构的变化仅限于热影响区。阳极热影响区尺寸随激光功率和脉冲宽度的增加而增大。当速度为50mm/s 时,热影响区最小尺寸为20W 和250fs,上层为60μm,下层为32μm。 (3) 随着激光功率和脉冲宽度的增加,阳极分层宽度增加。上层最小宽度为27微米,下层最小宽度为15微米。采用超快激光多次扫描切割,可以显著减少甚至完全消除阳极分层。
1.Yi Zhang, Jianxiang Li, Rukun Yang, Tongwei Liu, Yiguo Yan, Analysis of kerf quality on ultrafast laser cutting of anode material for lithium-ion battery, Optics and Lasers in Engineering, Volume 118, 2019, Pages 14-21, ISSN 0143-8166, https://doi.org/10.1016/j.optlaseng.2019.01.013.
科学指南针充分发挥互联网技术和业务优势,在国内率先打造出业界领先的线上化、数字化的科研服务基础设施,在行业内首创用户自主下单、服务全流程追踪、测试“云现场”等模式,进一步提高了大型科学仪器设施开放共享和使用效率,以实际行动助力科技创新。现已发展成为中国专业科研服务引领者,已获得检验检测机构资质认定证书(CMA)、实验动物使用许可证、“ISO三体系认证”等专业认证。
免责声明:部分文章整合自网络,因内容庞杂无法联系到全部作者,如有侵权,请联系删除,我们会在第一时间予以答复,万分感谢。








